Difficultés de la préparation métallographique de la fonte
Le principal défi, lors de la préparation d’échantillons de fonte, consiste à préserver la forme et les dimensions d’origine du graphite pour garantir une représentation correcte des microstructures de la fonte.
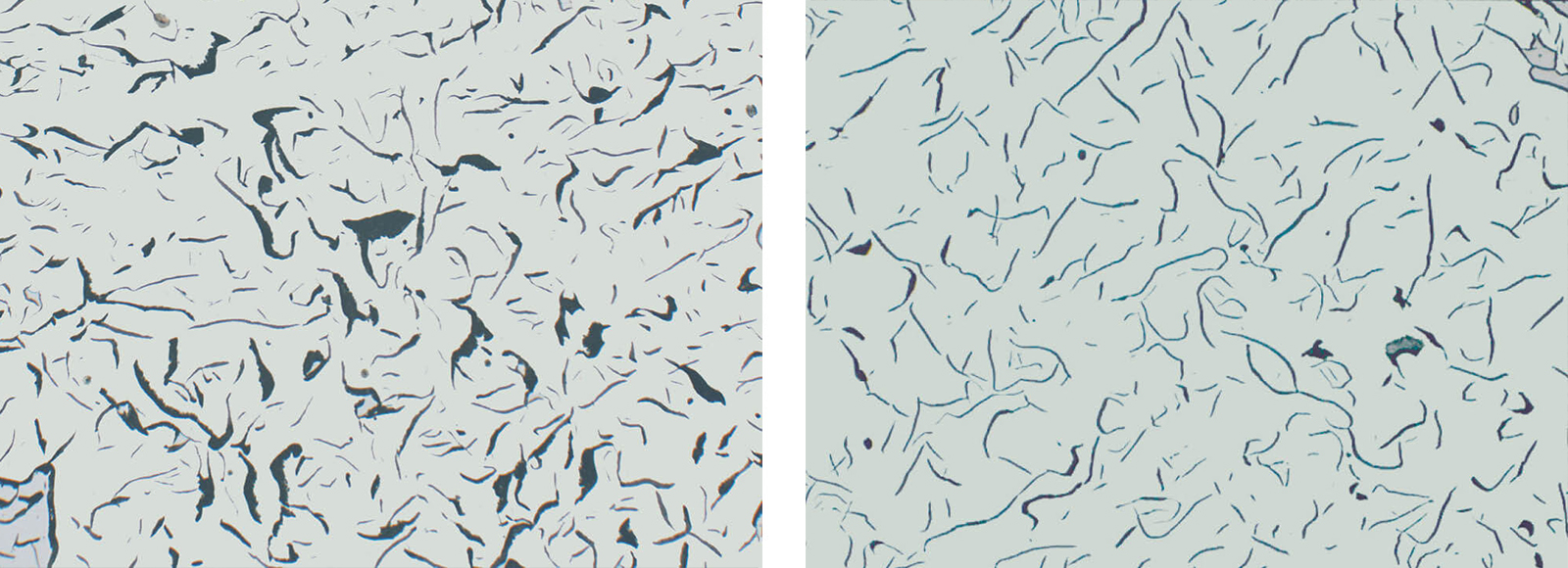
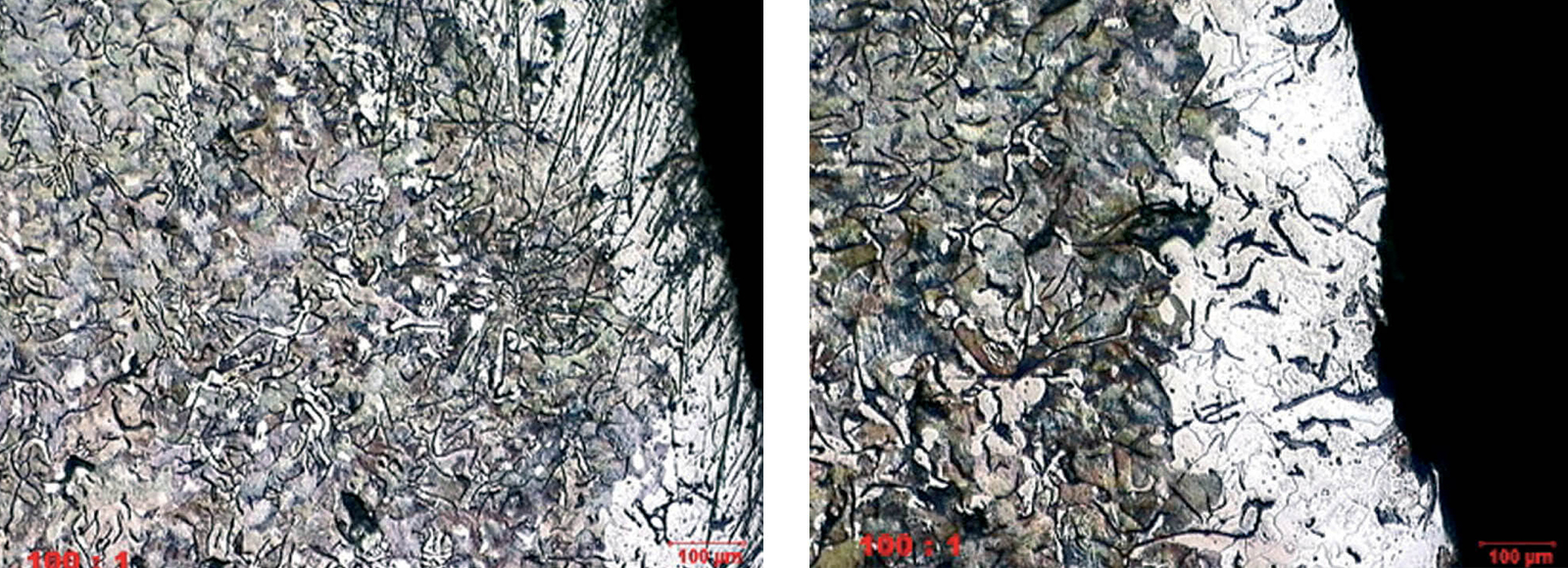
Fig. 4 : Fonte grise à graphite lamellaire, polissage insuffisant (grossissement 200x)
Fig. 5 : Fonte grise à graphite lamellaire présentant un polissage correct (grossissement 200x)
Au microscope, la perception de l’image du graphite est bidimensionnelle. En réalité, toutefois, elle est tridimensionnelle. Cela signifie qu’un certain pourcentage de graphite est tronçonné très superficiellement pendant le prépolissage et le polissage, et ne conserve qu’une faible emprise dans la matrice. Par conséquent, il est toujours possible que le graphite ne puisse pas être entièrement retenu, en particulier en présence de très grosses lamelles ou d’agglomérations de lamelles. Par conséquent, la phase graphite ne peut pas toujours être bien préservée ou polie.
Dans les fontes malléables, le graphite existe sous forme de nodules ou de carbone de trempe. Il s’agit d’une forme friable de graphite, qui peut être particulièrement difficile à conserver pendant la préparation métallographique.
Une erreur courante durant la préparation est l’enlèvement insuffisant du métal flué de la matrice après le prépolissage, qui peut alors dissimuler la forme et la taille réelles du graphite. Cette erreur est particulièrement fréquente dans les fontes ferritiques et austénitiques, qui sont sujettes à la déformation et aux rayures. Pour ces matériaux, un polissage diamanté rigoureux et un polissage final sont très importants.
La plupart des examens microscopiques standard des fontes sont effectués avec un grossissement de 100x, conférant au graphite un aspect noir. Cependant, des grossissements plus élevés sont nécessaires pour vérifier si le carbone a été entièrement retenu, car le graphite bien poli est gris.
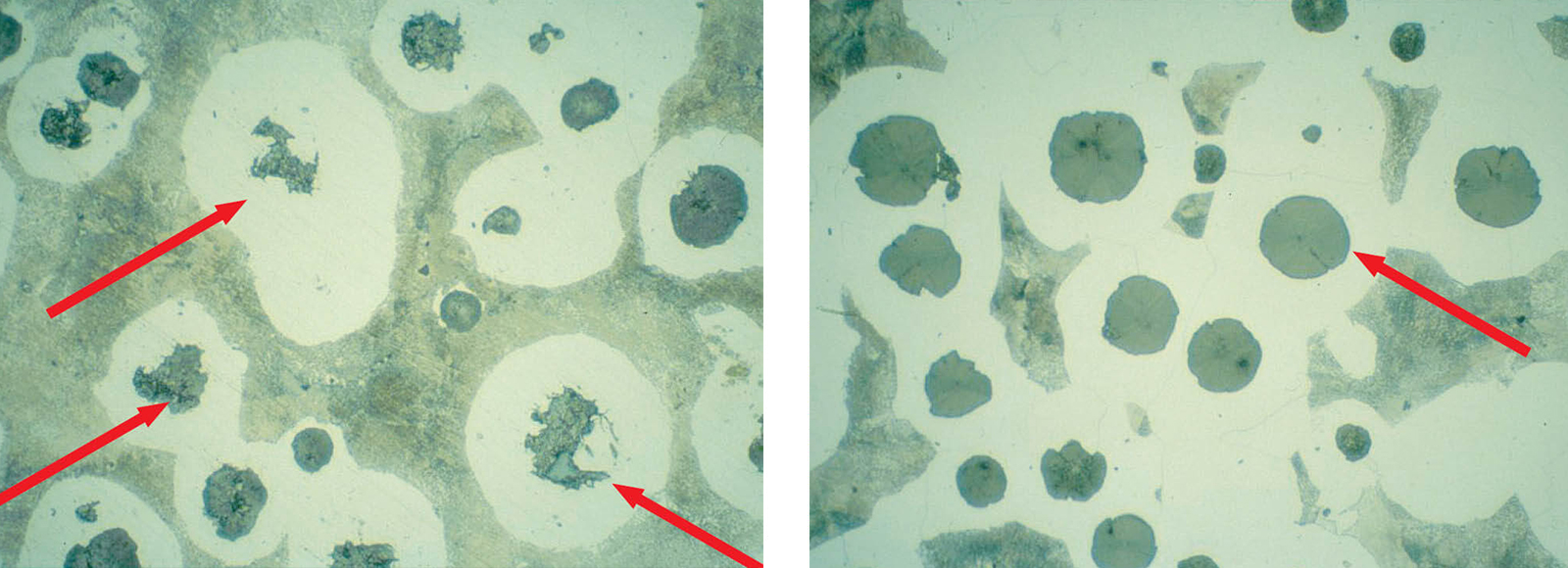
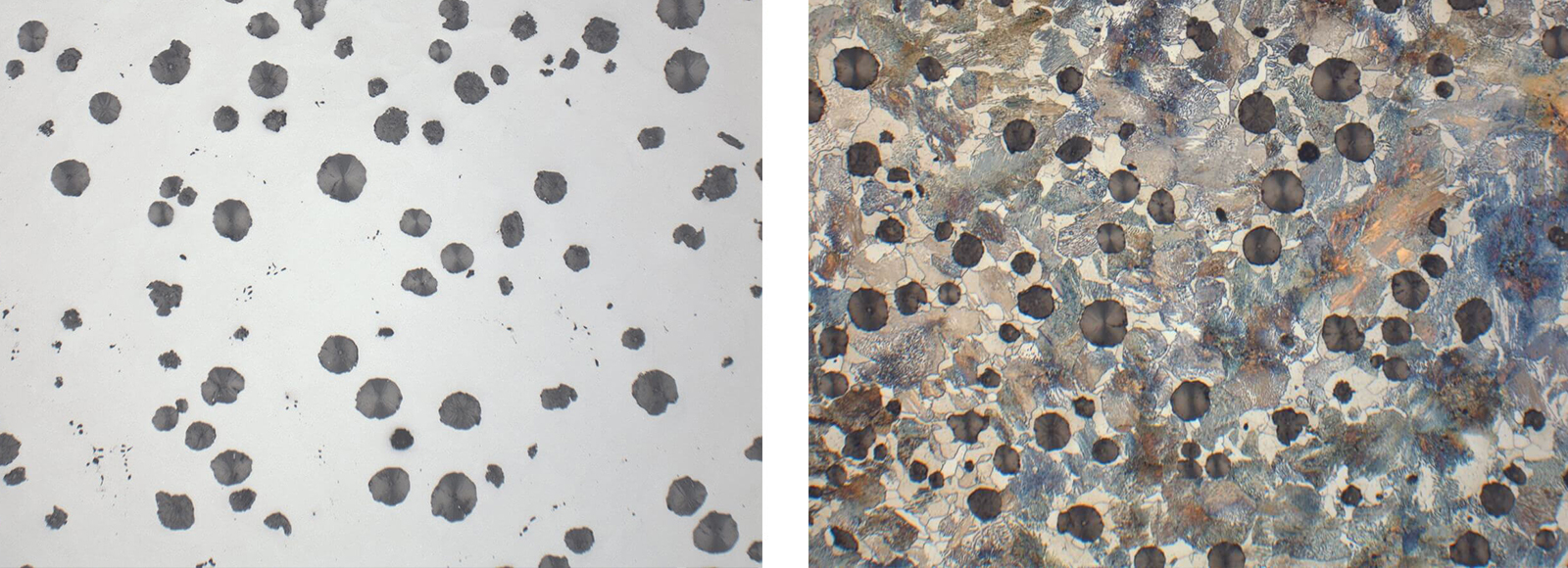
Fig. 6 : Un polissage insuffisant laisse des nodules de graphite recouverts de métal flué, attaque avec du Nital 3 % (grossissement 200x)
Fig. 7 : Un polissage correct révèle la forme et la taille de nodules de graphite adaptés à l’évaluation, attaque avec du Nital 3 % (grossissement 200x)
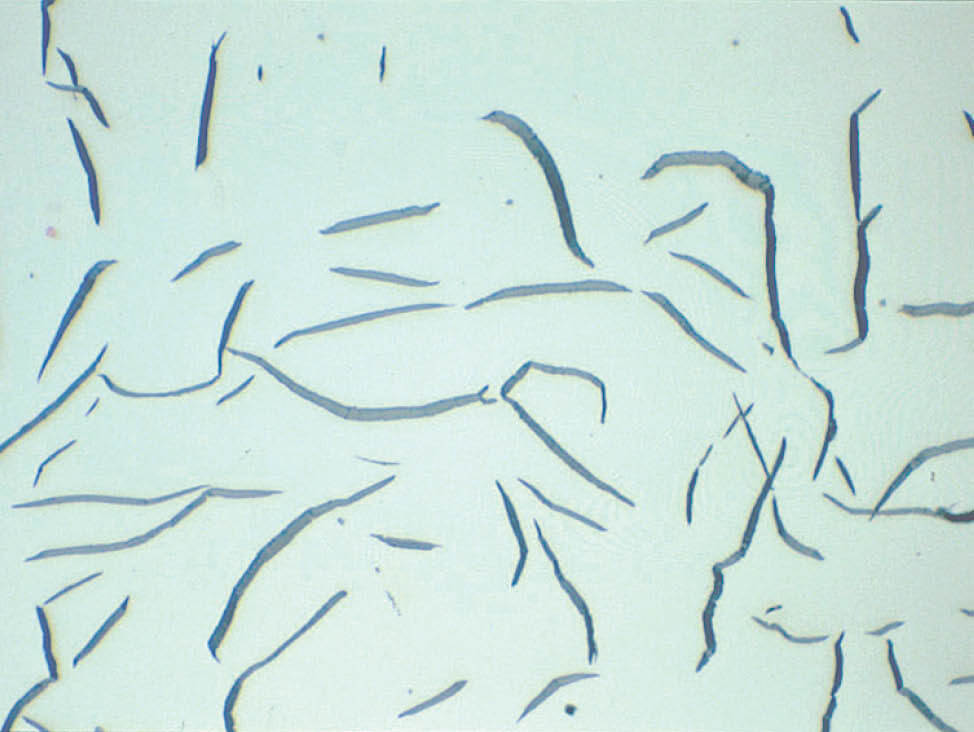
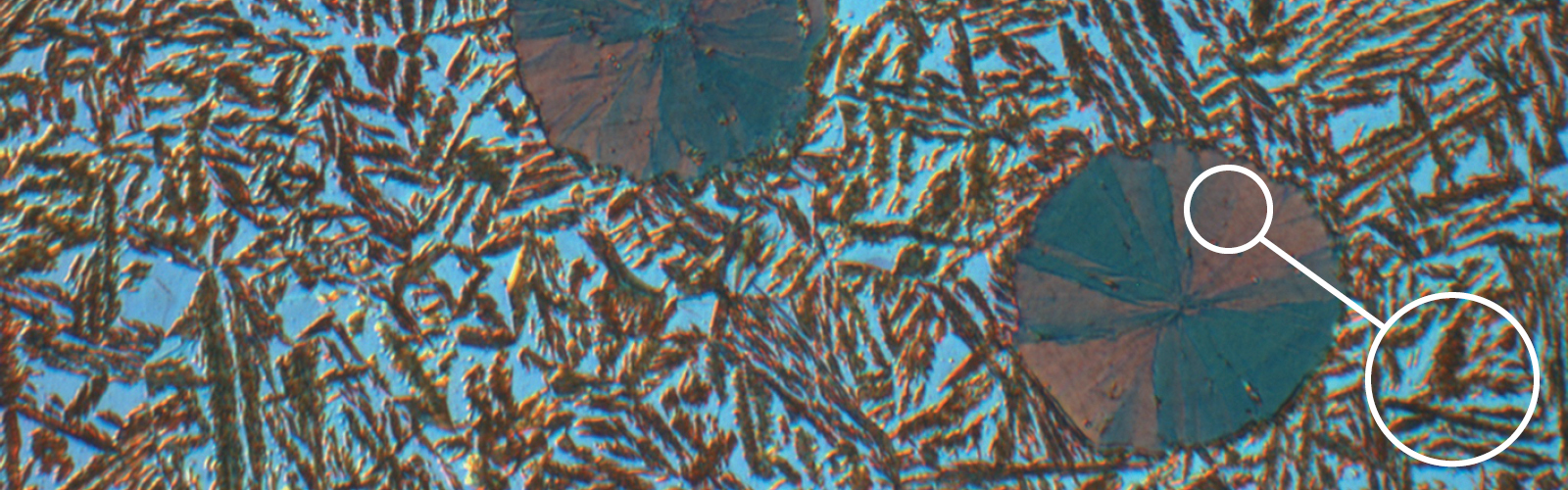
Fig. 8 : Lamelles de graphite correctement polies (grossissement 500x)