硬度测试
探索硬度测试的世界,了解金属和材料的硬度测试原理,包括行业标准、理论背景、四种硬度测试方法以及实际应用技巧。
无论您是硬度测试的专业人士还是刚刚入门,您都可以找到有用的资源,包括免费的海报和应用说明下载,以及访问网络研讨会,以支持您的测试和材料分析需求。
欲深入了解硬度测试的细节,请查阅我们全面的硬度测试仪手册以获取更多信息。
阅读更多

探索硬度测试的世界,了解金属和材料的硬度测试原理,包括行业标准、理论背景、四种硬度测试方法以及实际应用技巧。
无论您是硬度测试的专业人士还是刚刚入门,您都可以找到有用的资源,包括免费的海报和应用说明下载,以及访问网络研讨会,以支持您的测试和材料分析需求。
欲深入了解硬度测试的细节,请查阅我们全面的硬度测试仪手册以获取更多信息。
阅读更多
为确保产品品质稳定并符合法规标准,采用正确的硬度测试方法验证材料性能至关重要。因此,您需要确保每次都能获得完美的结果,并提供适合您的速度和精度的解决方案。
了解您面临的挑战以及您希望通过硬度测试实现的目标,以找到适合您的最佳解决方案,这一点很重要:

洛氏硬度是一种针对生产控制开发的快速硬度测试方法,使用直接读数,主要用于金属材料。可通过在使用给定载荷将压头压入试样材料后,测量所得压痕的深度来计算洛氏硬度 (HR)。

维氏硬度是一种适用于所有固体材料的硬度测试方法,包括金属材料。在使用给定载荷使金刚石棱锥压头留下压痕后,可通过测量试样材料中的压痕对角线长度来计算维氏硬度 (HV)。压痕对角线可通过光学方式测量,以便通过表格或公式确定硬度。

努氏硬度 (HK) 可用于在微观硬度测试领域中替代维氏硬度测试。这种方法主要用于克服脆性材料中的开裂,以及对薄层进行硬度测试。使用的压头是非对称的金刚石锥体,压痕则通过光学方式测量长对角线得出。

布氏硬度测试通常用于对具有粗糙或不均匀晶粒结构的材料的较大试样执行硬度测试。布氏硬度测试 (HBW) 在压印时使用的是碳化钨球,留下的压痕相对较大。压痕的尺寸通过光学方式读取。
| HARDNESS TESTING METHOD | STANDARD | LOAD RANGE | |
| VICKERS |
ISO 6507 |
1 gf - > 100 kgf |
(0.00981 - > 980.7 N) |
| KNOOP |
ISO 4545 |
1 gf - 1 kgf |
(0.0098 - ≤ 9.807 N) |
| BRINELL |
ISO 6506 |
1 kgf - 3000 kgf |
(9.807 - 29420 N) |
| ROCKWELL |
ISO 6508 |
15 kgf - 150 kgf |
(147.1 - 1471 N) |
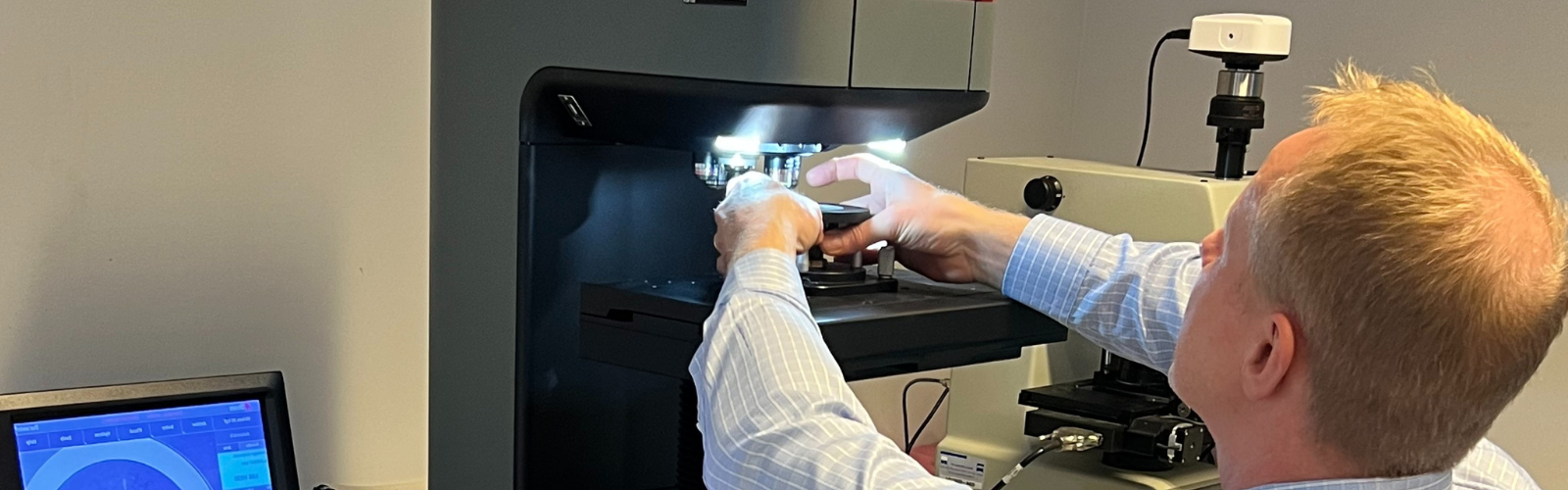
MAN Energy Solutions 是全球领先的船舶发动机供应商之一,他们希望提升对热喷涂铸铁部件进行硬度测试的效率。解决方案是使用 Struers 硬度测试仪实现测试自动化。
结果是一个在一台设备上完成的更快速、更高效的测试流程。
产品: 硬度测试仪 Duramin-40
公司: MAN Energy Solutions
挑战: 高效测试热喷涂铸铁部件的硬度。
结果: 在一台设备上完成的更快速、更高效的测试流程。
获取灵感