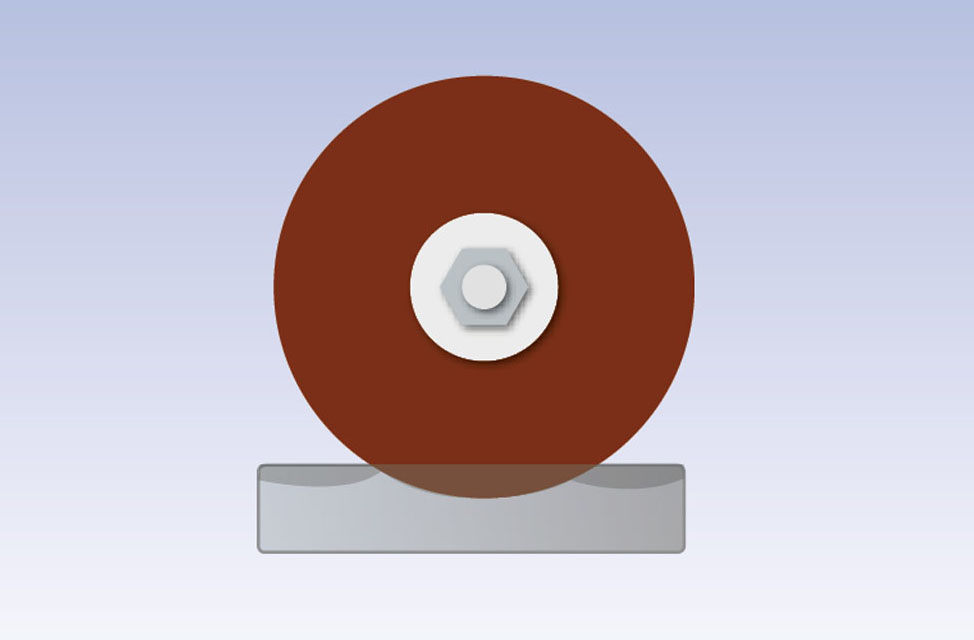
About cutting
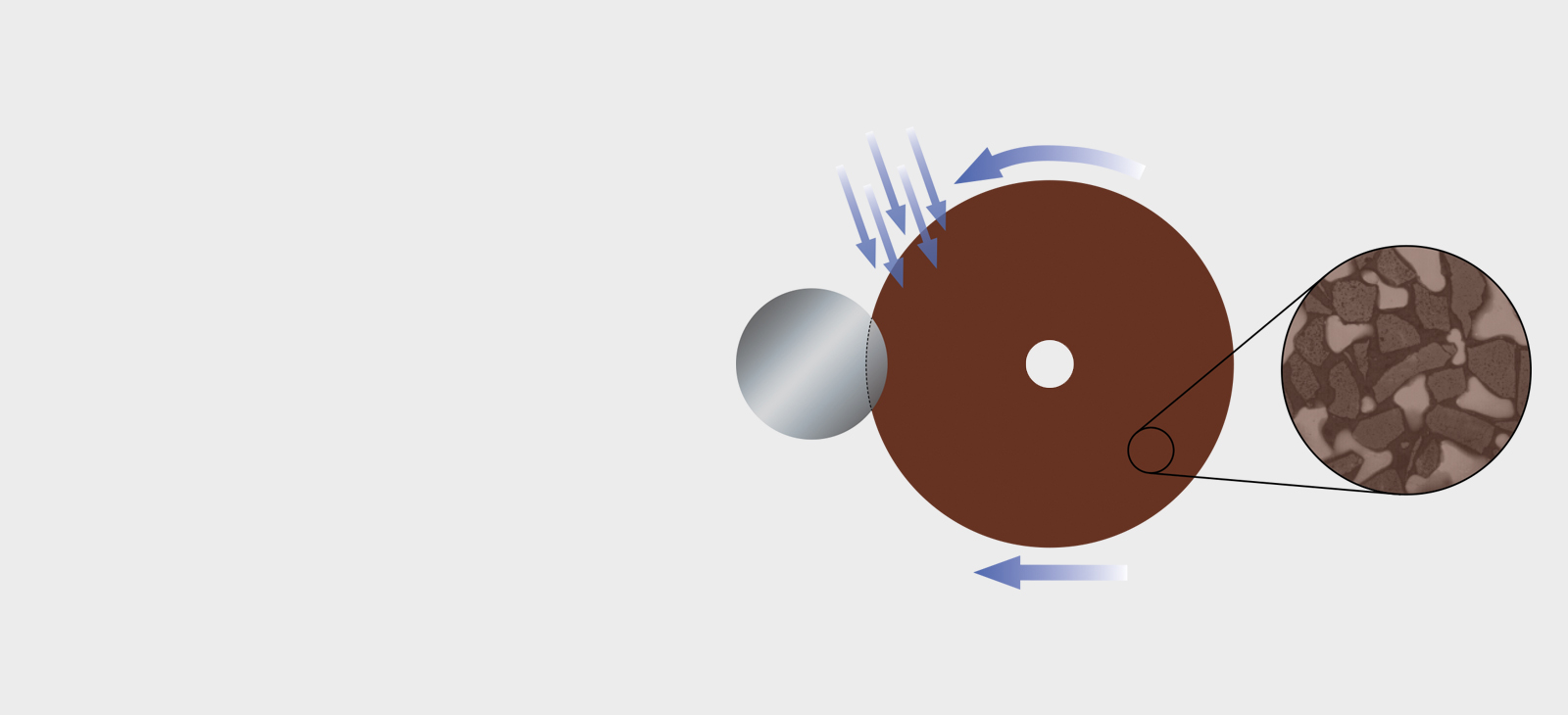
Separation of the specimen from the workpiece is the essence of materialographic cutting.
The requirements listed below for the extraction of the specimen are linked to how to select the specimen, but also to the effects introduced to the material during the cutting process and to the cutting process itself.- The specimen must represent the features of the parent piece or component from which it is taken.
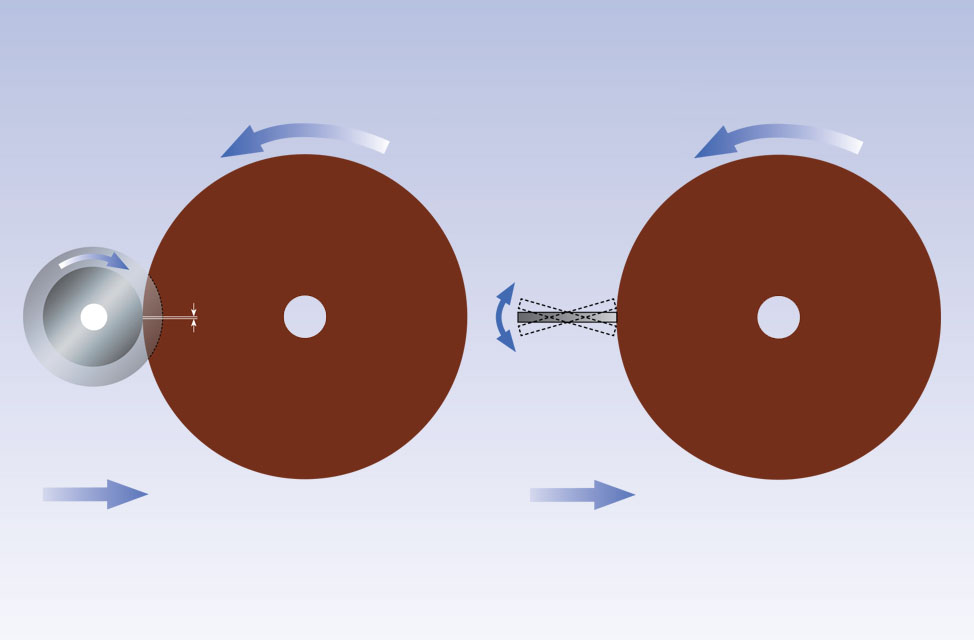
- The cut-off wheel must not get blocked when cutting.
- The cut-off wheel must endure only minimal wear.
- The specimen must be cool to touch when taken out of the machine.
- There must be no thermal damage/burning of the specimen surface.
- There must be a smooth and uniform surface with homogeneous scratches.
- There must be a minimum of burrs.
For the sectioning itself, a broad variety of methods can be used, but to meet the demands for a materialographic cut, only very few techniques are feasible, of which wet abrasive cutting will be described below.